Індукційний попередній підігрів зварювального автомобільного коробки передач
Опис
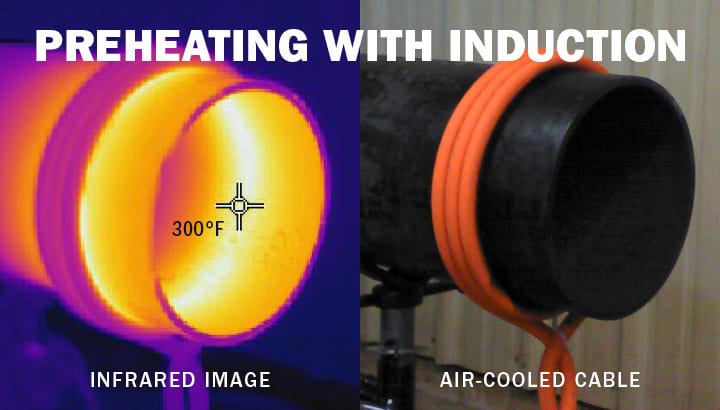
Індукційний попередній підігрів зварювального автомобільного коробки передач
Мета: Для попереднього розігріву сталевої осі із зовнішнім діаметром 3.6 дюйма (91 мм) з трьома зварювальними лініями до 662 ° C (350 ° F) при нагріванні кожної зварювальної лінії до температури протягом п’яти секунд
![]() Матеріал: Замовник поставив сталеву вісь діаметром 3.6 дюйма (91 мм)
Матеріал: Замовник поставив сталеву вісь діаметром 3.6 дюйма (91 мм)
Температура: 662 ºF (350 ºC)
частота: 121 кГц
Обладнання: DW-HF-45 кВт 50-150 кГц система індукційного нагріву оснащений віддаленою тепловою станцією, що містить паралельно вісім конденсаторів 1.0 мкФ
- Внутрішній отвір однієї позиції котушка індукційного нагріву розроблені і розроблені спеціально для цієї програми.
 Індукційний процес попереднього нагрівання: Сталевий мотор був пофарбований фарбою, що вказує на температуру, а до деталі прикріпили термопару. Індукційна нагрівальна котушка була розміщена всередині сталевої осі і ввімкнено джерело живлення. Цей підхід дозволив нагріти зварювальну лінію до температури 662 ºF (350 ºC) протягом п’яти секунд за бажанням клієнта. Блок живлення можна запрограмувати на вимкнення через потрібний час нагрівання - у цьому випадку п’ять секунд. Потім котушку можна перенести на другу лінію зварювання і на третю лінію зварювання.
Індукційний процес попереднього нагрівання: Сталевий мотор був пофарбований фарбою, що вказує на температуру, а до деталі прикріпили термопару. Індукційна нагрівальна котушка була розміщена всередині сталевої осі і ввімкнено джерело живлення. Цей підхід дозволив нагріти зварювальну лінію до температури 662 ºF (350 ºC) протягом п’яти секунд за бажанням клієнта. Блок живлення можна запрограмувати на вимкнення через потрібний час нагрівання - у цьому випадку п’ять секунд. Потім котушку можна перенести на другу лінію зварювання і на третю лінію зварювання.
Процес результатів / переваг: Коли котушка знаходиться всередині осі, вона не заважає, і її можна легко перенести до наступної лінії зварювання
- Швидкість: індукція та запропонований процес дозволяють нагрівати зварювальні шланги до температури в межах заданої
час
- Безкоштовне лабораторне тестування: це новий проект для клієнта, і тестування HLQ Lab Service Request дозволило клієнту
перевірити їх застосування та був розроблений інноваційний підхід




