паяння міді до нержавіючої сталі
Опис
мета
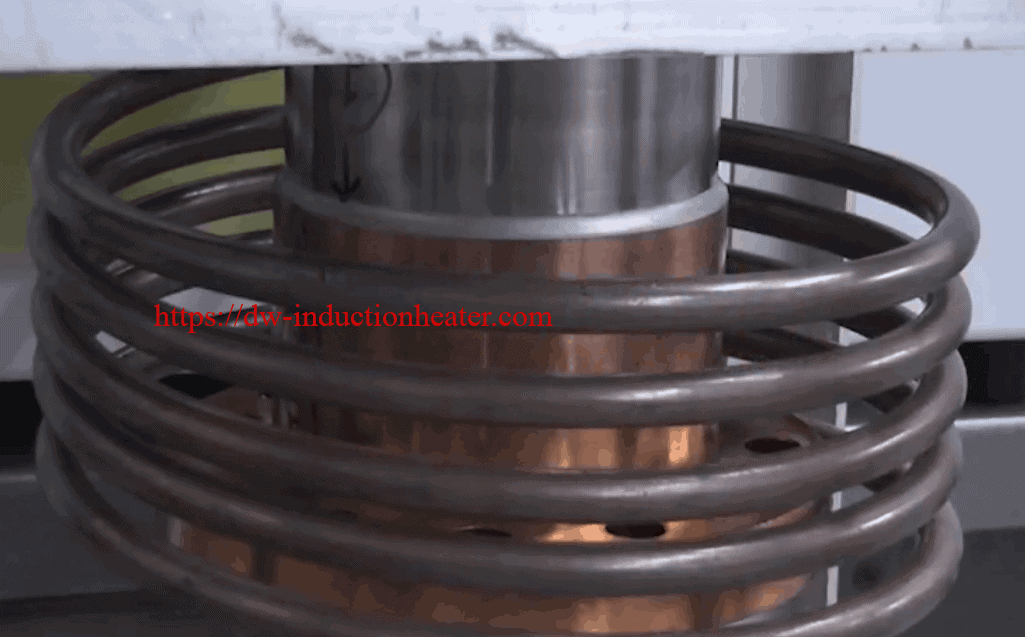
Мідна труба індукційного пайки до труби з нержавіючої сталі. Кріогенні насоси та корпуси.

Обладнання
DW-HF-15kw / 25KW / 45KW індукційне опалювальне обладнання

Тест 1
Матеріали
Кріогенні насоси та корпуси - мідна кришка (2 ”(25.4 мм) OD, 3” (76.2 мм) завдовжки, стінка товщиною 0.15 ”(3.81 мм), розташована на валу з нержавіючої сталі 1.4” (3.81 мм) глибиною), вал з нержавіючої сталі (1.7 ”(43.18 мм) OD, 6” (152.4 мм) завдовжки і додається до більшої маси, коли він закінчується, товщиною 0.1 ”(2.54 мм).)
Потужність: 25 кВт
Температура: 1145 ° F + (618 ° C)
час: За 40 секунд

Тест 2
Матеріали
Кріогенні насоси та корпуси - Мідний рукав (3.6 ”(91.44 мм) OD, 0.1” (2.54 мм) товщина стінки 2.7 ”(68.5 мм) у висоту, 3.8” (96.52 мм) губа на дні, що становить 0.6 ”( 15.2 мм) заввишки з товщиною приблизно 0.85 дюйма (21.5 мм), частина з губкою 3.14 ”(79.7 мм) заввишки, вал SS сидить 2.66” (67.5 мм) глибиною), вал SS (3.4 ”(86.3 мм) OD, 3.2-дюймовий (81.2 мм) ідентифікатор, заввишки понад 7.5 дюймів (190.5 мм), має менший ковпачок і вал, прикріплений на одному кінці, і більший 8-дюймовий (203.2 мм) підстава на іншому)
Потужність: 16.06 кВт
Температура: 1145 ° F + (618 ° C)
час: 1 хвилина 30 секунд до 3 хвилин
Тест 3
Матеріали
Кріогенні насоси та корпуси - мідний рукав (3.5 дюйма (88.9 мм) OD, 0.1 ”(2.54 мм) товстою стінкою, 2.1” (53.3 мм) заввишки, 5.3 ”(134.6 мм) губкою на нижній частині, що становить 0.74” ( 18.7 мм) заввишки товщиною приблизно 1 дюйм (25.4 мм), частина з губкою 2.8 дюйма (71.1 мм) заввишки, вал з нержавіючої сталі сидить 2.66 дюйма (67.5 мм) глибиною), вал з нержавіючої сталі (3.35 ”(85.0 мм) ІД, 3.2-дюймовий (81.2 мм) ідентифікатор, заввишки понад 7.5 дюймів (190.5 мм), має менший ковпачок і вал, прикріплений на одному кінці, а більший 5.5-дюймовий (139.7 мм) підстава на іншому)
Потужність: 9.09 кВт
Температура: 1145 ° F + (618 ° C)
час: приблизно від 20 до 30 секунд

Тест 4
Матеріали
Кріогенні насоси та корпуси - мідний ковпачок (2.7 "(68.5 мм) OD, 2.85" (72.3 мм) висота, 0.6 "(15.2 мм) стінка, сидить на валу з нержавіючої сталі глибиною 1.4" (35.5 мм), вал з нержавіючої сталі ( 1.54 "(39.1 мм) OD, товщина стінки 0.9" (22.8 мм), висота 6.5 ″ (165.1 мм) і прикріплення до більшої маси, коли вона закінчується) додатковий ковпачок з нержавіючої сталі з іншого боку міді, 2.44 "(61.9 мм) ) OD, 0.8 "(20.3 мм) у висоту або більше, 0.88" (22.35 мм) стебло зверху, що 1.4 "(35.5 мм) у висоту з 0.66" (16.7 мм) ID
Потужність: 14 кВт
Температура: 1145 ° F + (618 ° C)
час: 1 хвилина 50 секунд

Результати та висновки:
Тест 1: Тест розпочався з набагато меншою потужністю і наростив потужністю до 25 кВт через 15 секунд. Індукційне паяння пройшло успішно.
Рекомендується використовувати більш жорстку котушку, яка обмотає лише половину мідного ковпачка. Це концентрувало б тепло лише в тому місці, де є сплав, і повинно скорочуватися час нагрівання.
Тест 2: Випробування проводилось із великою котушкою через проблеми із зазором, створені губою на деталі. Приблизний час для повного циклу становить 20-30 секунд. Нижча частота здавалася корисною для застосування, змушуючи поле проникати глибше за мідь і в саму сталь, що призводить до швидшого нагрівання.
Тест 3: Випробування було виконано потужністю 14 кВт, щоб імітувати часовий цикл, необхідний для нашого DW-HF-15KW система індукційного нагріву. Ця частина потребує найдовшого часу нагрівання через масу міді. Час нагрівання можна зменшити, використовуючи більший блок живлення.
Час нагрівання для всіх випробувань можна покращити, оптимізуючи котушки індукційного нагріву для конкретних деталей і шляхом зниження частоти. Настійно рекомендується регулятор температури та пірометр, щоб забезпечити пошкодження деталей, якщо ви працюєте з більшою індукційною системою. Якщо використовується індукційна система опалення 15 кВт, все ж рекомендується регулятор температури та пірометр, але знижується ризик пошкодження деталей.




