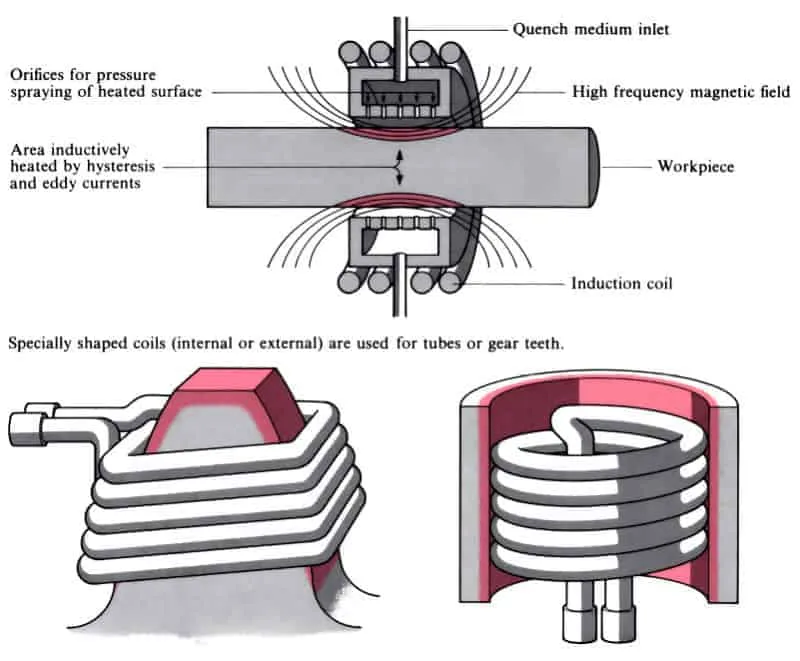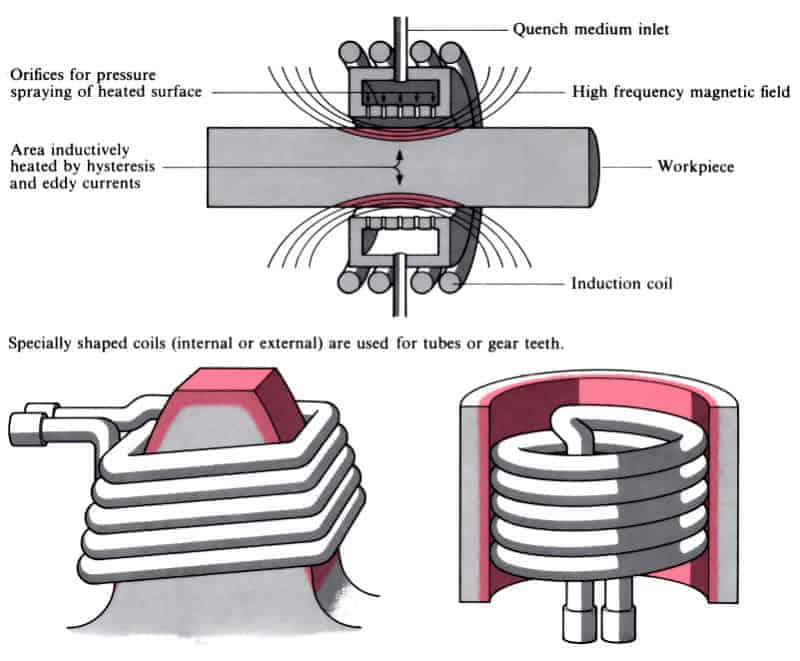
Індукційна поверхнева загартовувальна арматура
Опис
Індукційна поверхнева загартовувальна арматура до 1600 ºF (871 ºC) для затвердіння
Індукційна поверхнева загартовувальна арматура для виробника деталей, що обробляються, зазвичай виконується індукційним нагріванням. Основними технічними параметрами є твердість поверхні, місцева твердість та ефективна глибина загартованого шару

Матеріал: Сталева арматура (діаметр 0.75 мм)
Температура: 1600 ºF (871 ºC)
Частота: 368 кГц
Обладнання:
-Індукційна система опалення DW-UHF-10kW оснащений віддаленою тепловою станцією, що містить два конденсатори 1.0 мкФ
- Тривитковий млинцевий спірально-індукційний нагрівальний змійовик, розроблений і розроблений спеціально для цього застосування
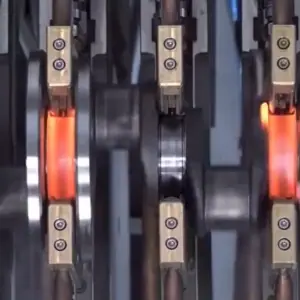
Індукційний процес загартовування
Команда конструкція котушки індукційного нагріву дозволив підняти деталь знизу в нагрівальну спіраль. Дизайн також був зроблений для того, щоб гарантувати, що він буде добре працювати в рамках поточного налаштування замовника. Первинне тестування проводилося фарбами, що вказують на температуру, для оцінки рівномірності схеми нагрівання та швидкості нагрівання. При досягненні хорошого режиму нагрівання зразки обробляли з часовими інтервалами 1.0, 1.25 та 1.5 секунди. Зразки опускали у водяну гарту після нагрівання для завершення процесу затвердіння.

Результати / переваги
Швидкість: штуцер нагрівався приблизно за дві секунди
Ефективність: індукція використовує менше енергії, ніж конкурентні методи опалення
Слід / Дизайн: Індукційний нагрів може бути реалізований, займаючи скромну площу підлоги, а також конструкція котушки вписується в експлуатаційні умови замовника