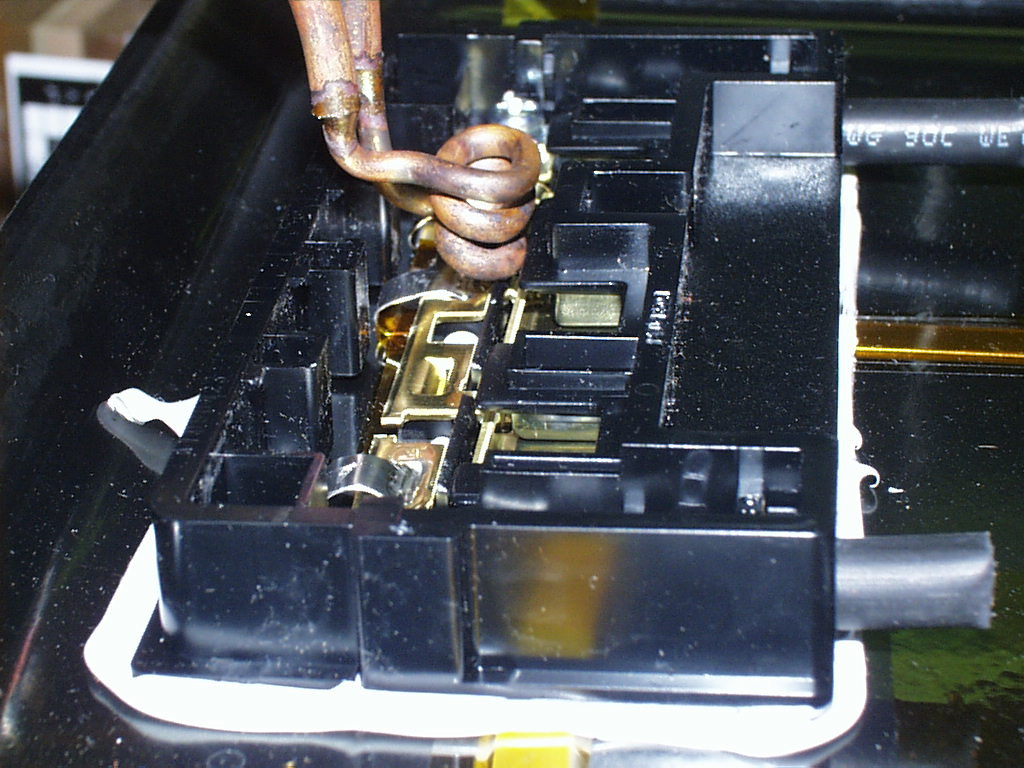
Індукційний паяний латунний роз'єм у сонячній панелі з IGBT індукційним нагрівачем
Мета Припаяти три латунні роз'єми по черзі в розподільній коробці сонячної панелі, не впливаючи на компоненти в розподільній коробці
Матеріал Розподільна коробка сонячних панелей, латунні з'єднувачі, припійний провід
Температура 700 ºF (371 ºC)
Частота 344 кГц
Обладнання • Індукційна система опалення DW-UHF-6 кВт, оснащена віддаленою робочою головкою, що містить один конденсатор 1.0 мкФ.
• Індукційна нагрівальна котушка, розроблена та розроблена спеціально для цього застосування.
Процес Для нагрівання з'єднувачів використовується гвинтова котушка овальної форми з трьома оборотами. Шматок паяного дроту кладуть на область з'єднання і кожен шар з'єднання нагрівають окремо протягом 5 секунд, щоб припаяти з'єднувач. Загальний час процесу становить 15 секунд для трьох суглобів.
Результати / Переваги Індукційне нагрівання забезпечує:
• Точна точність забезпечує нагрівання лише до місця з'єднання; не впливає на навколишні компоненти
• Локалізована спека виробляє чіткі та чисті з'єднання
• Створює високоякісні, повторювані результати
• Рівний розподіл опалення