високочастотний індукційний попередній нагрів мідний стрижень та з'єднувач для епоксидного затвердіння
індукційний підігрів мідний стрижень і з'єднувач для епоксидного затвердіння
Мета: попередньо нагріти частину мідного стрижня та прямокутного з'єднувача до температури до затвердіння епоксидною смолою під час процесу виготовлення електричних фаркопів
Матеріал: Поставлений замовником мідний стрижень (12 "x 2" x 1 "/ 305 мм x 51 мм x 102 мм) та з'єднувач
Температура: 302 ºF (150 ºC)
Частота: 25 кГц
Індукційне опалювальне обладнання:
-DW-HF-60kW 15-45 кГц система індукційного нагріву оснащений віддаленою робочою головкою, що містить чотири конденсатори 21 мкФ

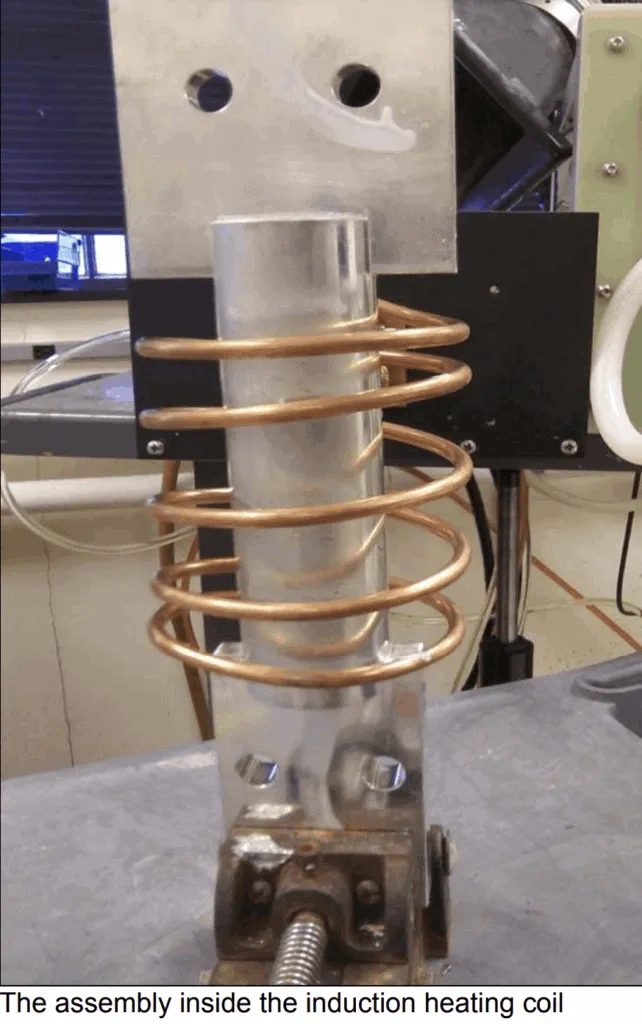
- Однопозиційна спіральна спіральна індукційна котушка із семи оборотів, розроблена та розроблена спеціально для цього застосування
Індукційний процес нагрівання
Мідний стрижень і роз'єм були розміщені всередині котушка індукційного нагріву і живлення було ввімкнено. Частина нагрівається до температури протягом 55 секунд. Після нагрівання до температури деталь переміщали і відбувався процес епоксидного затвердіння / формування. Клієнт використовував велику піч для попереднього розігріву цих стрижнів, які
було неефективно з точки зору витрат. Індукція пропонує більш швидкий та економічний спосіб нагрівання.
Результати / Переваги - Швидкість: Індукційне нагрівання деталі до температури швидко
- Ефективність: індукція - набагато ефективніший метод нагрівання цих деталей до температури в порівнянні з їхніми
велика піч
- Точність: індукція давала змогу нагрівати лише ті частини стрижня, які потребували нагрівання