

Індукційне зміцнення поверхні сталевих труб
Опис
Індукційне затвердіння сегментів поверхні сталевих труб
Мета: Індукційне зміцнення використовується в процесі затвердіння сегмента сталевих труб для поліпшення зносостійкості
Матеріал: Сегменти сталевих труб: зовнішній діаметр 1.6 дюйма (40 мм), стінка 0.125 дюйма (3 мм) висотою 2 мм
Температура: 1832 ºF (1000 ºC)
частота: 88 кГц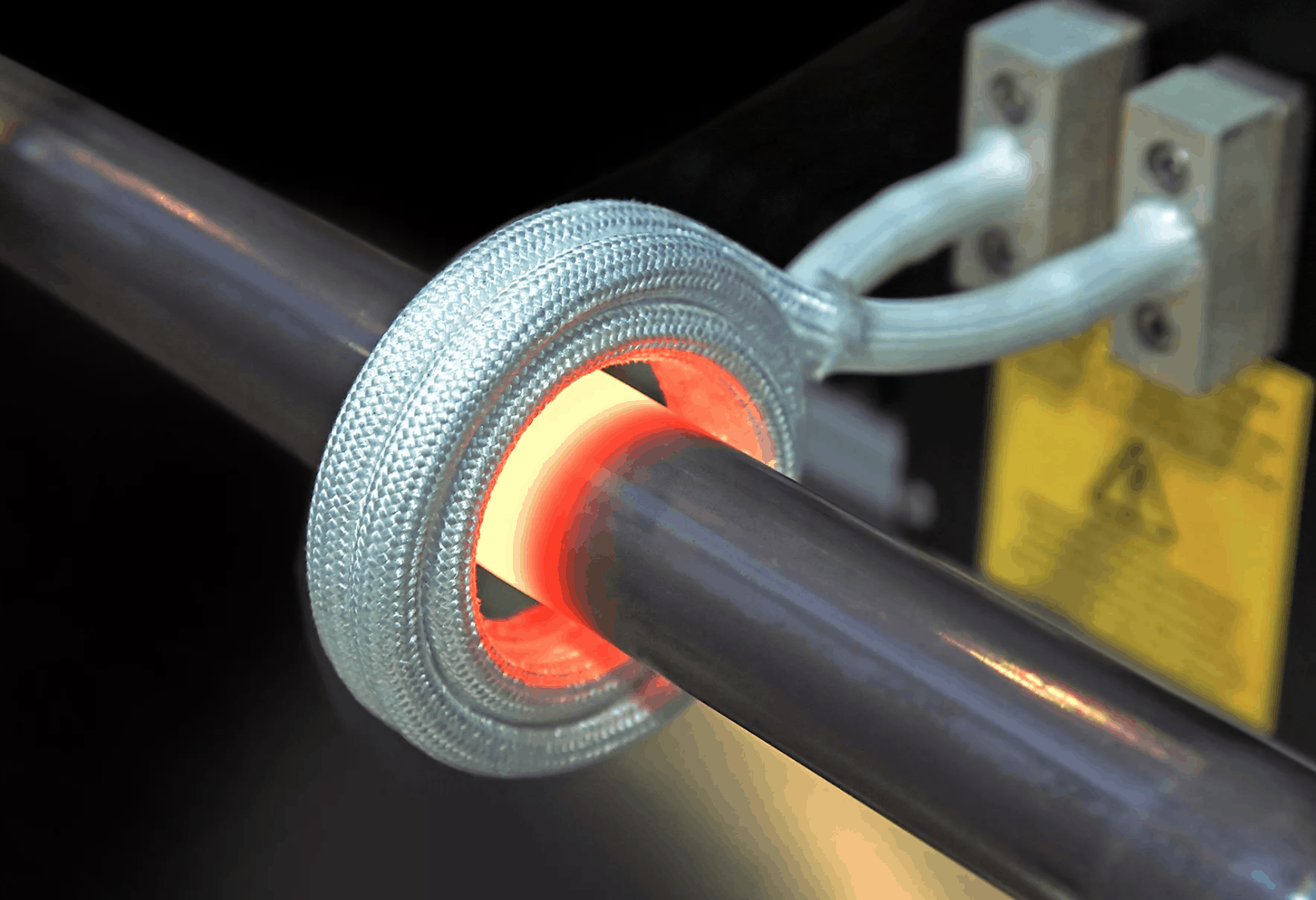
Індукційне опалювальне обладнання: DW-UHF-30 кВт, 100 кГц система індукційного нагріву, оснащений віддаленою робочою головкою, що містить чотири конденсатори 2.0 мкФ на загальну суму 2 мкФ
- Ан котушка індукційного нагріву розроблений та розроблений спеціально для цього застосування для охоплення діапазону дроту
діаметри.

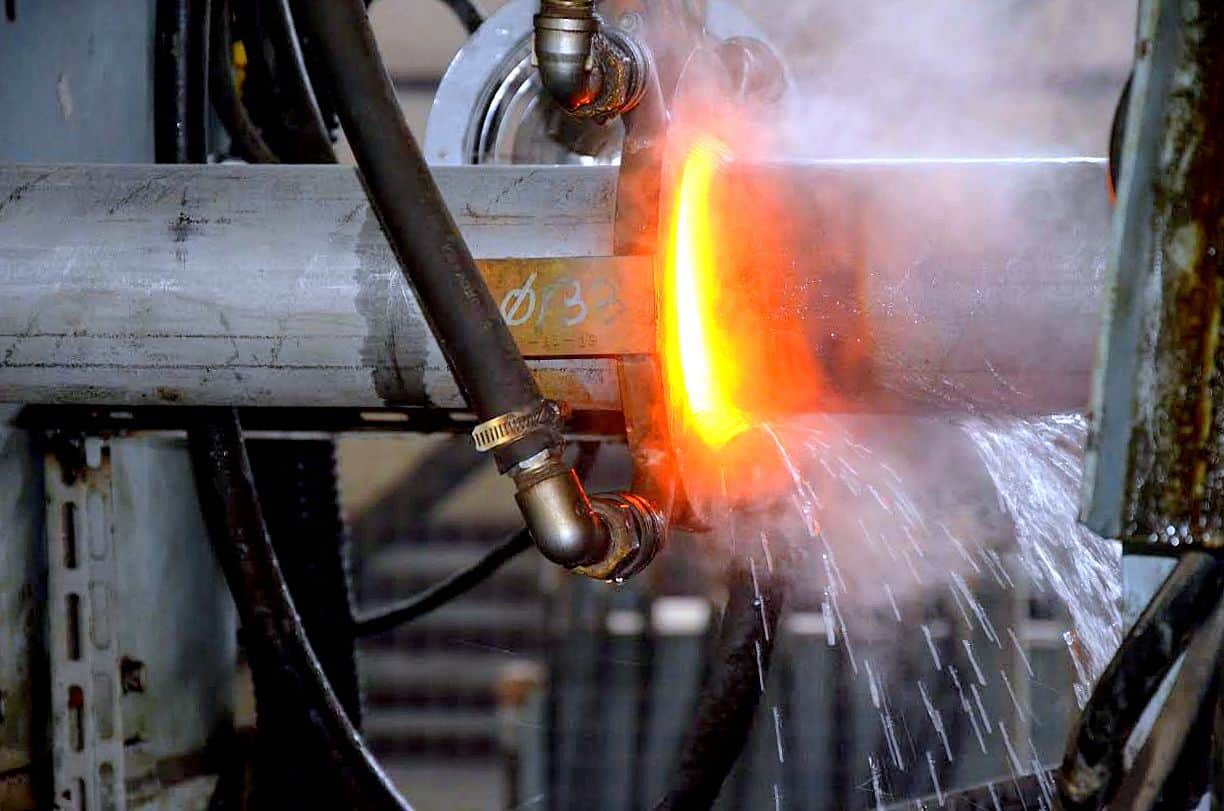
Індукційний процес нагрівання: Для нагрівання сталевої гільзи використовується гвинтова спіраль із п’ятьма оборотами. Відстань між витками котушки регулюється для забезпечення рівномірного нагрівання сталевої частини. Деталі загартовують 7% -ним полімерним загартуванням після теплового циклу для досягнення твердості RC40.
Індукційне нагрівання Розповідь: Розчарований низьким рівнем якості в процесі, який раніше передавали на аутсорсинг, замовник використовує індукцію для теплової обробки та контролю якості кінцевої продукції у власному господарстві.
Результати / Переваги Індукційне нагрівання забезпечує:
- нагрівати безпосередньо в деталь, економлячи енергію та час
- точний контроль нагрівання
- рівномірний розподіл опалення вздовж деталі
- швидші темпи виробництва та збільшення виробництва
- безполярний процес




