індукційне зміцнення зубів пильного диска
Опис
індукційне зміцнення зубів пильного диска за допомогою високочастотного індукційного зміцнення верстата
мета
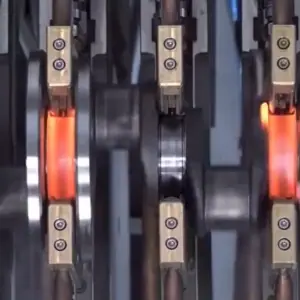
Індукційне загартування зуби великого пильного диска для нанесення твердіючих поверхонь; мета - зменшити час нагрівання
Матеріал: перетин пильного диска
Температура: 1650 ºF (899 ºC)
Частота: 134 кГц
Обладнання:
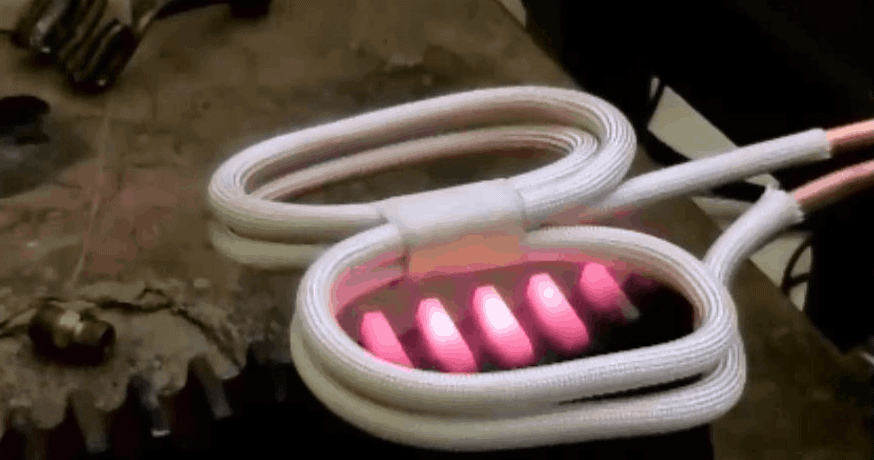
–DW-UHF-40кВт 50-150 кГц система індукційного нагріву оснащений віддаленою робочою головкою, що містить вісім конденсаторів 1.0 мкФ

- Багатопозиційна гвинтовимірна спіральна індукційна котушка, розроблена та розроблена спеціально для цього застосування
Процес: котушка індукційного нагріву був розроблений таким чином, щоб він не концентрував тепло у зовнішній край долини зуба. Деталь помістили під котушку приблизно на 1/8 ”(3.2 мм) і включили живлення. З індукційним нагрівальним джерелом живлення серії DW-UHF із потужністю 40 кВт частина нагрівається до температури в межах заданої швидкості в п'ять зубів за чотири секунди.
 Результати / переваги
Результати / переваги
–Швидкість: Клієнт вже використовував індукцію, але хотів перейти на систему вищого енергоспоживання для збільшення
швидкість їх виробництва (до першого використання індукції від HLQ клієнт використовував пальник.)
–Точність і повторюваність: пальник не такий точний, як індукція, і не повторюваний, тоді як індукція може бути
реалізований, щоб бути дуже повторюваним
–Ефективність: Індукційний нагрів використовує менше енергії, ніж пальник, і пропонує миттєве включення / вимкнення нагрівання