Індукційні термоусадочні фітинги
Опис
Індукційні термоусадочні фітинги
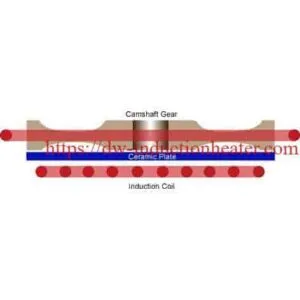
Індукційні термоусадочні фітинги відноситься до застосування індукційної технології нагрівача для попереднього нагрівання металевих компонентів між 150 ° C (302 ° F) і 300 ° C (572 ° F), тим самим змушуючи їх розширюватися і допускати введення або видалення іншого компонента. Зазвичай нижній температурний діапазон використовується на таких металах, як алюміній, і більш високі температури використовуються на металах, таких як вуглецеві сталі з низьким / середнім рівнем. Цей процес дозволяє уникнути зміни механічних властивостей, дозволяючи працювати з компонентами. Метали, як правило, розширюються у відповідь на опалення та укладали контракти на охолодження; цей розмірний відгук на зміну температури виражається як коефіцієнт теплового розширення.
Процес
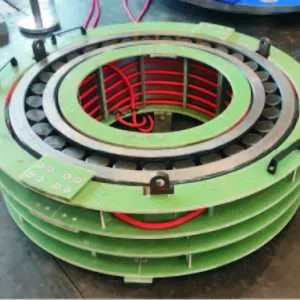
Індукційний нагрів є безконтактним нагрівальним процесом, який використовує принцип електричнамагнітна індукція для виробництва тепла в заготовці. У цьому випадку теплове розширення використовується в механічному застосуванні, щоб припасувати деталі одна до одної, наприклад, втулку можна встановити над валом, зробивши її внутрішній діаметр трохи меншим за діаметр валу, а потім нагріваючи, поки він не встановиться над валом , і даючи йому охолонути після того, як його штовхають через вал, таким чином досягаючи «термоусадки». Поміщаючи провідний матеріал в сильне змінне магнітне поле, електричний струм може протікати в металі, створюючи тим самим тепло за рахунок I2R втрати в матеріалі. Сформований струм перетікає переважно в поверхневий шар. Глибина цього шару диктується частотою змінного поля і проникністю матеріалу. Індукційні нагрівачі для термоусадочних фітингів поділяються на дві великі категорії:
· Мережні частоти використовують магнітні стрижні (залізо)
· Твердотільні (електроніка) MF і індукційні нагрівачі RF