Індукційне затвердіння зубців вуглецевої сталі
Опис
Високочастотне індукційне твердіння зубчастих зубів з поверхні вуглецевої сталі
мета
Успішне затвердіння зубів щелепи за допомогою індукції.
Обладнання
DW-UHF-6KW-I ручна індукційна загартовувальна машина
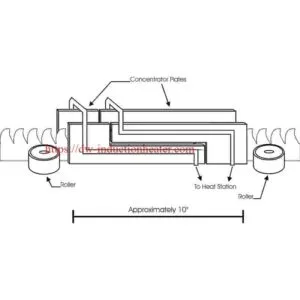
Спеціальна котушка HLQ
Матеріали
Щелепні зуби з вуглецевої сталі, що поставляються замовником
Ключові параметри
Потужність: 4 кВт
Температура: Приблизно 1526 ° F (830 ° C)
Час: 10-15 сек
Процес:
- Для програми було виготовлено тестову котушку.
- Зразок фіксували в положенні всередині котушки.
- Індукційне нагрівання застосовували до зубів.
- Температуру зразка контролювали під час нагрівання.
- Нагрівання подавали до досягнення температури затвердіння.
результати:
- Системі вдалося досягти своєї максимальної потужності.
- Зуб нагрівали до 830 ° C за 12 сек.
- 930 ° C було досягнуто за 20 сек.
- Точка Кюрі (близько 770 ° C) досягається за 5 сек.
Висновки:
- Конфігурація системи –DW-UHF-6KW-I підходить для процесу.
- Класична котушка також підходить для цього застосування.
Рекомендації:
- Автоматизація процесу може бути досягнута шляхом переміщення або ГС з котушкою, або щелепи у вертикальному напрямку.
- Необхідно вибрати належні системи охолодження. Потужність охолодження - не менше 4 кВт. Можна використовувати систему вода-повітря, але це залежить від робочої температури навколишнього середовища.