Індукційні паяні мідні дроти з високочастотними нагрівальними пристроями IGBT
Завдання Паяння двох мідних проводів до попередньо встановлених башточок на мідній шині
Матеріал Припой занурений мідно-нікелевий стержень, 2 лудних багатожильних мідних дроту, паяльна палка
Температура 446 ºF (230 ºC)
Частота 230 кГц
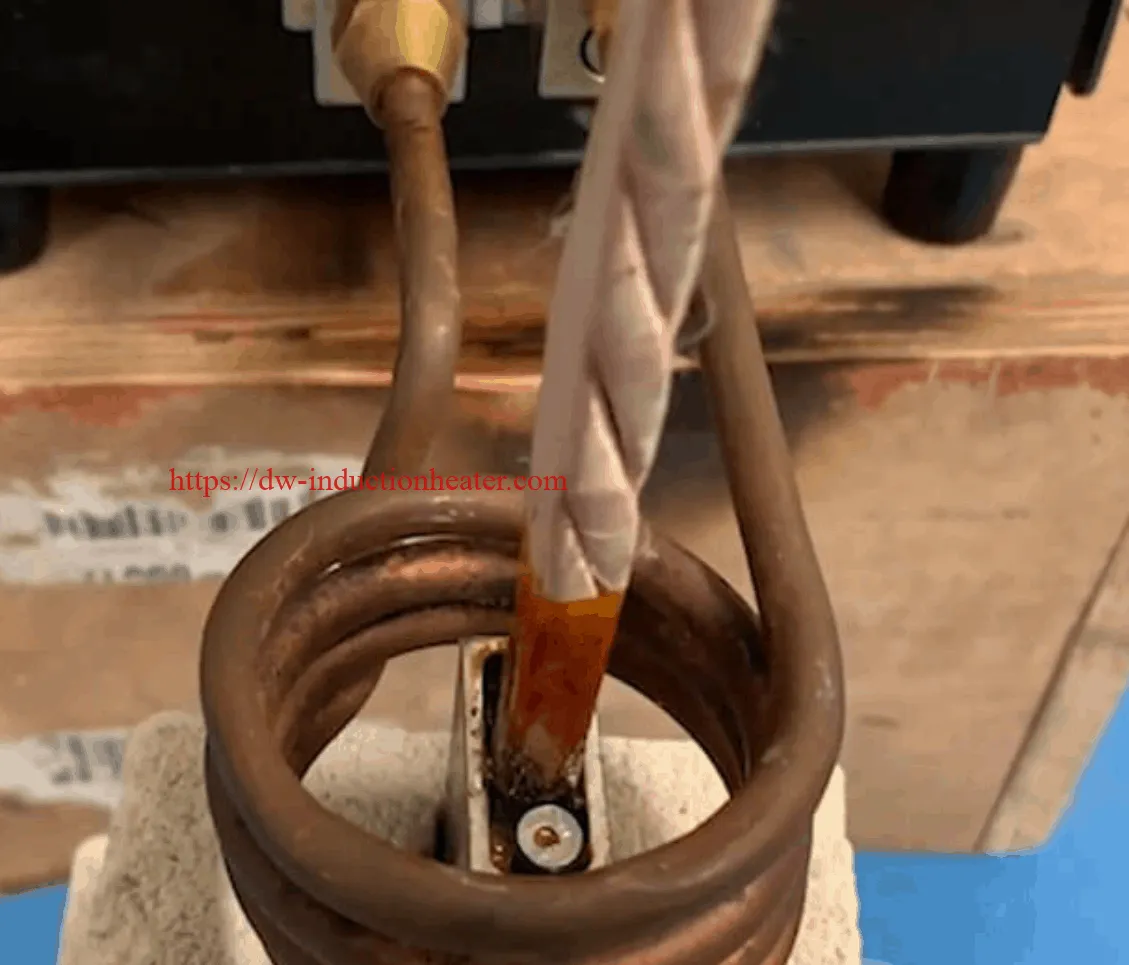
Обладнання • Індукційна система опалення DW-UHF-6 кВт, оснащена віддаленою робочою головкою, що містить один конденсатор 1.2 мкФ.
• Індукційна нагрівальна котушка, розроблена та розроблена спеціально для цього застосування.
Процес Розділена на чотири обороти спіральна котушка використовується для пайки збірки шини. 2 мідні дроти подаються на башти, і потужність подається на 30 секунд. Паяльна палка подається вручну до нагрітих частин і пайка рівномірно тече, створюючи стик.
Результати / Переваги Індукційне нагрівання забезпечує:
• Зменшення часу припою
• Рівний розподіл опалення
• Консистенція спільного з'єднання


