Індукційні запобіжні ковпачки з блоками індукційного нагрівання IGBT
Завдання Паяти три кришки запобіжників одночасно, щоб переплавити безсвинцевий припій і зробити стик між кришкою запобіжника і напрямною дроту запобіжника
Матеріал Покриті мідними заглушками 0.375 ”(9.5 мм) OD x 0.375” (9.5 мм) висоти, керамічна запобіжна трубка висотою 1.5 ”(38.1 мм), безсвинцеві припої
Температура 700 ºF (371 ºC)
Частота 286 кГц
Обладнання • Індукційна система опалення DW-UHF-20 кВт, обладнана віддаленою робочою головкою, що містить два конденсатори 1.0 мкФ загалом 0.5 мкФ
• Індукційна нагрівальна котушка, розроблена та розроблена спеціально для цього застосування.
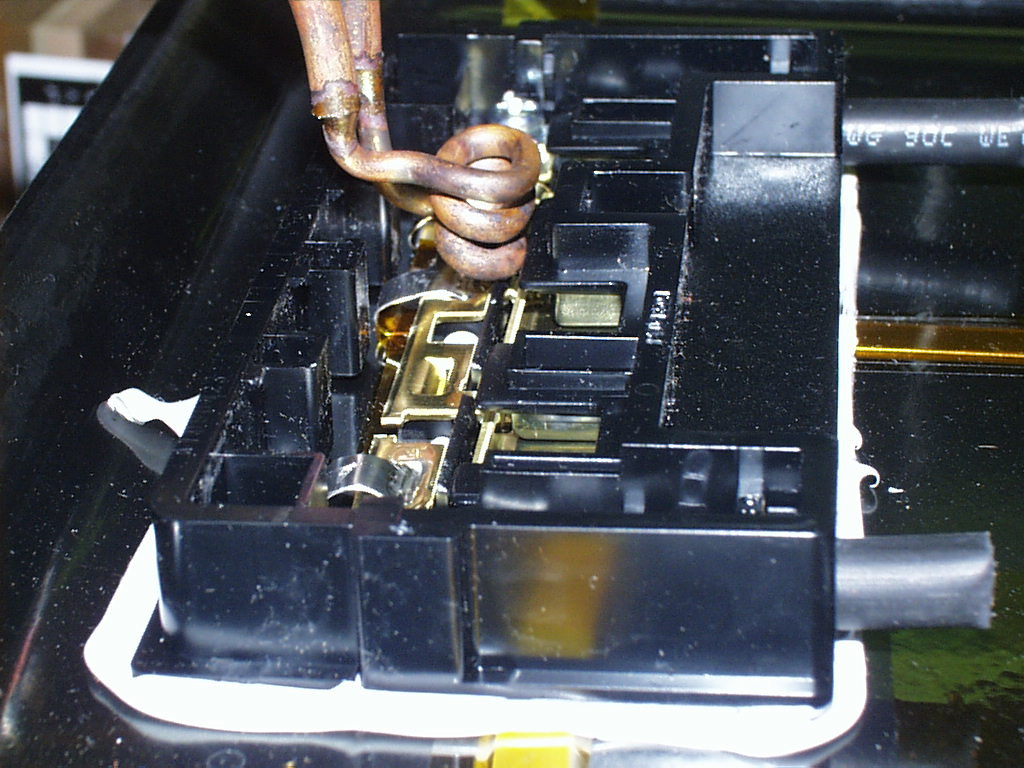
Процес Трипозиційна двовітна спіральна котушка використовується для пайки трьох кришок запобіжників одночасно. Плавки запобіжники розміщуються в котушці, і тепло подається в три цикли по 3.5 секунди за цикл, щоб переплавити припій. На виробничій лінії спочатку припаюються нижні ковпачки. Запобіжники заповнені піском і, не перевертаючи вузол, верхня кришка припаяна.
Результати / Переваги Індукційне нагрівання забезпечує:
• Відповідні, повторювані результати
• Точне та точне подавання тепла
• Опалення "вільні руки", яке не вимагає навичок оператора у виробництві
• Рівний розподіл опалення